

米から作る酒物語プロジェクトとは?
「永平寺白龍」などの日本酒銘柄を持つ福井県 𠮷田酒造さんと北野エースのスタッフが実際に現地に赴いて、米作りや酒造りの大変さを味わいながら実際に作業。北野エース店頭での販売まで見届ける、壮大なプロジェクトです。

 酒造りの工程を体験
酒造りの工程を体験
越前野中駅

10月下旬、再び𠮷田酒造を訪れたプロジェクトメンバー。5月に植えた酒米は、夏から秋にかけて蔵の皆様の手で育てられ、無事に収穫が完了しました。今回の再訪では、収穫された酒米を使用して実際に酒造りの工程を体験!自分たちの手で植えた苗が日本酒になるまでを見届けるプロジェクトもいよいよ佳境を迎えます。

𠮷田酒造に到着すると、お揃いの“𠮷田酒造Tシャツ”をご準備いただいていました!「誰が北野エースで、誰が𠮷田酒造の方かわからないんじゃない?」と、なんだか嬉しそうなプロジェクトメンバーたち。
工程①
洗米
-

まずは洗米の工程から。収穫された酒米は玄米の状態から精米され白米になり、その後洗米・浸漬されます。今回は、機械によって洗米される様子を見学させていただきました。
-
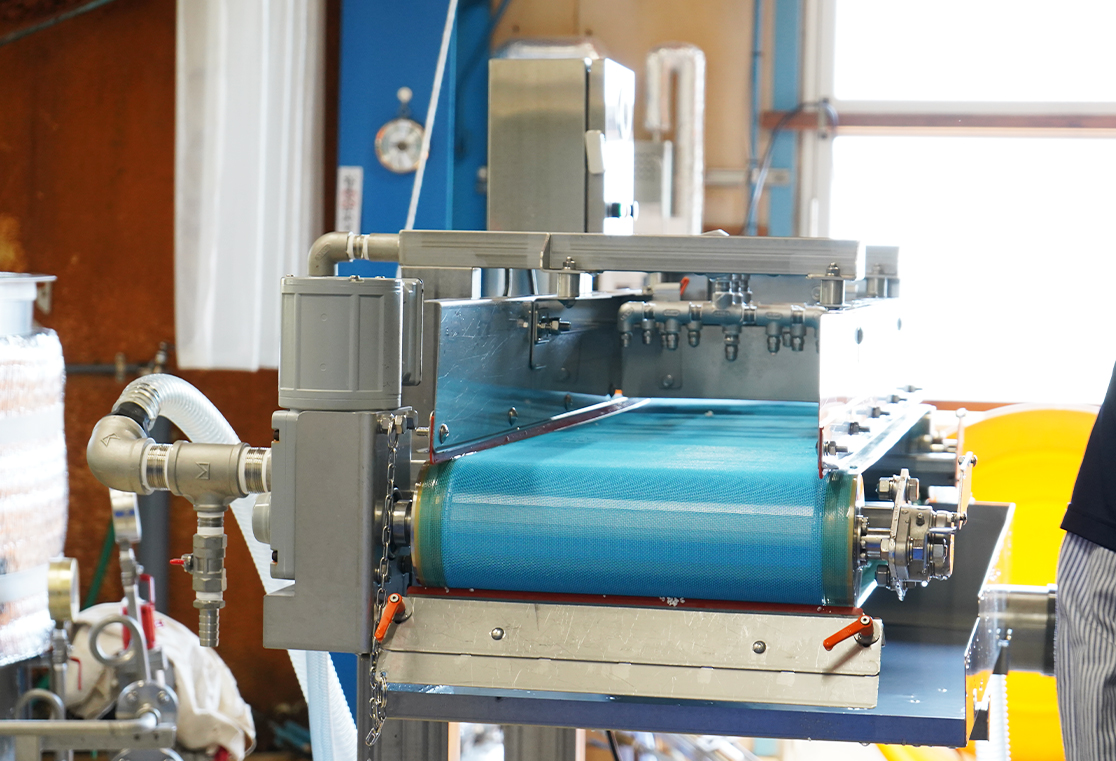
洗米後にシャワーをかける機械
-

-

工程②
蒸し
続いて“蒸し”の工程です。強い蒸気で約50分間米を蒸していきます。
蒸米のポイントは【外硬内軟(がいこうないなん)】。蒸米の表面がべたつかず内側に水分が十分行き渡っている状態を目指します。蒸米は次工程の「麹造り」「酒母(しゅぼ)造り」「醪(もろみ)造り」全てに使われるため、“蒸し”はお酒の味を左右するとても大事な工程です。
写真でわかる通り、蒸し器の周りにはたくさんの白い蒸気!より寒い時期見られる、米の香りをまとった湯気が蔵から広がる様子と朝のすっきりとした雪景色は酒蔵にとって冬の風物詩とのこと。昔ながらの蔵だからこそ体験できる景色です。


そしてここからプロジェクトメンバーの体力仕事がスタート!蒸しが終わった大量の米は、放冷場所へ移動させるため消毒された大きなスコップで少しずつ掬い、バケツに移し替えます。泳げそうなほど窯に詰まった米をひたすら反復作業でバケツへ。スコップ担当からは、「肩がムキムキになりそうだ…」と心の声が漏れます。
工程③
米を冷ます


バケツに移し変えられた米は、重さを量った後、階段を昇って放冷場所まで移動。平たい容器に広げ、ホカホカの米を冷ましていきます。𠮷田酒造で今も現役使用されている昔ながらの蔵は、工程にあわせ階段を昇り降りする必要があります。バケツ運び担当からは「足がムキムキになりそうだ…」とつぶやきが聞こえていましたが、古今変わらずの作業を体験できる貴重な機会となりました。

工程④
麹造り

蒸し後に温度を下げたお米は麹菌を振るために「室(むろ)」と言われる部屋に引き入れられます。室の中は、約35度に温度管理がされており、酒造りの工程の中で最も繊細な場所とのこと。麹菌を振った後は、1分間喋らず・動かず、菌が蒸米の上に着地するのを待つとのこと。緊張感が漂う中、特別に麹菌を振る作業も体験させていただきました。着地を待った後は、ひっくり返してもう一度麹菌を振り、ムラ出ないように全体をよく混ぜて完了。

麹菌を振った後、毛布にくるまれて寝かされる麹付き蒸米。おやすみなさい!
(菌の活動が活発になるように毛布や布を何重にも巻いて一晩寝かせます。)


続いて、一晩寝かせた麹を一粒一粒バラバラにする作業です。「ゴリゴリ」とあだ名のついた鉄器具に、みんなでゴリゴリと麹を擦り付けます。


ほぐした後の麹を7kgずつ木箱に取り分け、麹が完成。この箱に入れる工程までを、麹造りの中では「盛り」と呼ばれます。盛られた後の麹は、ほぐしたり、混ぜたり、手を加えながらさらに寝かせ、次の工程を待ちます。その間、約2時間おきの間隔で麹の温度を確認し急激な温度の上り下がりがないように管理、記録をされるそうです。
工程⑤
出麹(でこうじ)



寝かせの期間が終わり、完成した麹は「出麹」と言われる工程で水分を飛ばします。箱に入れていた麹は菌糸の働きで固まりになっているため、粒状にほぐしてから重さを量って室の外へ出します。この段階で、箱の中の麹は栗のような香りで食べると甘みがあり、こっくりとした風味を感じられます。この状態が完成のサイン!


工程⑥
仕込み
麹を造った暖かい室から一転、ひんやりとしたタンク室に移動。3階の室から、1階の仕込み蔵へバケツに入った麹が降ろされます。手動で降りてくるバケツを下にいる人が受け取り、タンクへ麹を投入。タンク内には麹・蒸米・仕込み水を入れます。温度調節のため、途中仕込み水で作られた氷も追加。

プロジェクトで造る日本酒のタンクには、北野エースのロゴマークを付けていただいています!


ここからは、櫂棒(かいぼう)でタンクの中をかき混ぜる作業です。筋肉痛の予感を感じながら、交代で作業。

タンクの中の様子。麹・氷がよく見えます。
隣のタンクには、仕込から数日経った状態の醪(もろみ)がありました。はじめは米の粒感が残っており、米のかたまりを感じます。それが、発酵によりだんだんと液体状になっていきます!

作業を一通り終え、一息つくプロジェクトメンバー。窓の外に見えるのは、九頭竜川という大きな川です。20年前の真冬、酒蔵の横を流れる九頭竜川から寒暖差で気嵐(けあらし)が立ち込めている様子を当時の人が天に昇る白い龍にたとえたことから「白龍」という名前になりました。
冬になると、窓の外には雪景色が広がります。今回のプロジェクトで完成した日本酒は12月10日(水)から全国の北野エース(酒取扱い店)にて販売されます!
また、下記スケジュールで𠮷田酒造さまによる試飲販売も予定しています。皆様のご来店をお待ちしています!
12月18日(木)foods stage KITANO fore エキュート大宮店
12月19日(金)foods stage KITANO fore エキュート大宮店
12月20日(土)北野エース ココリア多摩センター店
𠮷田酒造さまからのお便り 米作り観察記録
2025年8月28日頃(田植えから97日目)
この頃は穂揃期となります。
手植えの田んぼは発育が良く、田植え機で植えた田んぼで穂が出始めた頃に、エースの田んぼではほぼ100%出穂が確認できました。

8月29日に1回目のカメムシ防除を、9月5日に2回目のカメムシ防除を実施しました。

※ご参考)他の田んぼの状況(水不足の影響)
出穂した穂の中には米のもととなる胚乳という白い液状のものがあり、その胚乳をカメムシが食べてしまうと胚乳が固まり、米ができた際に黒い斑点ができ米の収量が減少すると
穂揃期
2025年9月20日頃(田植えから119日目)



段々と、黄金色に色づき始めました。また、穂が垂れてきて実が順調に形成されている様子がうかがえます。指の先から手のひらいっぱいに穂の長さがあると、実成が良いと言われておりますが、どの穂もずっしり重く、粒も大きく穂の長さも長いです。先に刈り取られた早生品種の五百万石も1等評価をいただいたので、この調子で山田錦も1等評価に期待です!9月末の雨で他の田んぼでは、倒伏が見られるところがありましたが、エースの田んぼは、倒伏なくきております。
稲刈り
2025年10月3日頃(田植えから132日目)
いよいよ稲刈りです!出穂してからの毎日の積算温度1,000度が稲刈りの目安になるのですが、今年の夏も猛暑が続いたため、昨年同様、例年より1週間ほど早い稲刈りとなりました。この時期は、雨も多く、朝露もあるため、稲刈りのタイミングが難しいのですが、刈遅れは収量や品質にも影響するため、刈り取りのタイミングを判断するのは大事です。実際に、エース田んぼ刈り取りの翌日から大雨が続き、一部他の田んぼでは、穂が地面についたことで手刈りをしなければいけなくなったところもあります。これから、籾摺り乾燥・選別を行いますが、粒の大きい良い米になりました!






𠮷田酒造さまからの田植えレポートをお届けします!
米作り観察記録
2025年6月8日頃(田植えから16日目)


- 田植えから約2週間後の様子。苗はまだ細く弱弱しいです。
- 2週間以上たっても、エースの皆様の奮闘の足跡は残っております!
- 田植え後には水管理が始まります。水管理は米作りの中でも重要な作業で、稲の生育に大きく影響します。田んぼに水を張る深さも稲の生育の過程に合わせて深さを変えています。
- 植えてばかりの稲は、急激な環境変化に弱いです。そのまま夜の涼しい気温などにさらしつづけると、稲はなかなか活着(根を張る)することが出来ません。そのためまずは稲を守るため、5cm以上の深い水を張るよう注意して管理します。
- 活着後はある程度暖かい環境で生育が進むため、2~3cmほどの浅い水で管理します。
- 除草剤を撒く際は、効果を高めるためにまた深い水を張ります。
- また水を張るだけでなく、過剰な成長を防ぐとともに、土を整えるために一旦水を抜く(中干し)作業も行います。
- 水回りは毎朝、夕と約2時間ずつかけて担当の田んぼを見て回っています。田んぼにより水の入れ方が全く違うため、私も苦戦しながら水回りの管理をおこなっています。
米作り観察記録
2025年6月18日頃(田植えから26日目)


- 田植えから25日くらいで、俯瞰して田んぼを見ても苗が育っているのがわかるくらい背が伸び、太くなりました。しかしまだ、苗の色は薄く田んぼの中も地面が見える状態です。
- エースの皆さんの足跡も驚くことにまだ残っております!
- この日は、草刈りを行いました。草刈りの作業は稲の生育に関係します。特に畔際の雑草は放置すると稲の成長に必要な栄養を奪ってしまいます。
- また放置された雑草には虫が止まってしまい稲の成長に悪影響を及ぼす恐れもあるため、草刈りは定期的に行っています。
- 𠮷田酒造の自社田は120枚ほどあり、6月中旬から順次草刈りを行います。今年は梅雨がほぼ無く、30度を超える暑さが続いたので、暑さ対策をしながらきれいになるように心がけて作業しています!

- 草刈り部隊。アイスを食べながら休憩。冬場は醸造や瓶詰を行っている社員が夏場は田んぼを担当します。
米作り観察記録
2025年6月27日頃(田植えから35日目)



今年も大活躍!溝切機「田面ライダーE」
重さは20キロあり、2人がかりで田んぼに運びます
重さは20キロあり、2人がかりで田んぼに運びます

- この日は、例年より早く溝切を行いました。
-
溝切りとは、田んぼに溝を切り、排水口に繋げておく作業です。溝を切っておくと、スムーズに排水が行えます。溝切りには、次のような目的・効果があります。
1.排水・中干しがスムーズに行えます。
2.土中の有害ガス(硫化水素、メタンガスなど)を抜くことができます。
3.旱魃(かんばつ)の場合は、逆に溝に水を溜めることで対応策となります。
米作り観察記録
2025年7月3日頃(田植えから41日目)

- 本日今年初めての作見を行いました。
- 作見とは、稲の状態を観察し、調査項目ごとに記録をつけていきます。調査項目は「草丈」「茎数」「葉色」の3つです。田植えからの大体の日数に対して理想の数値に近づいているか、異常がないかを確認します。
- あの時小さかった稲も現在44㎝の高さに成長しています!株数も増えてきていて順調に育っていることが確認できました。
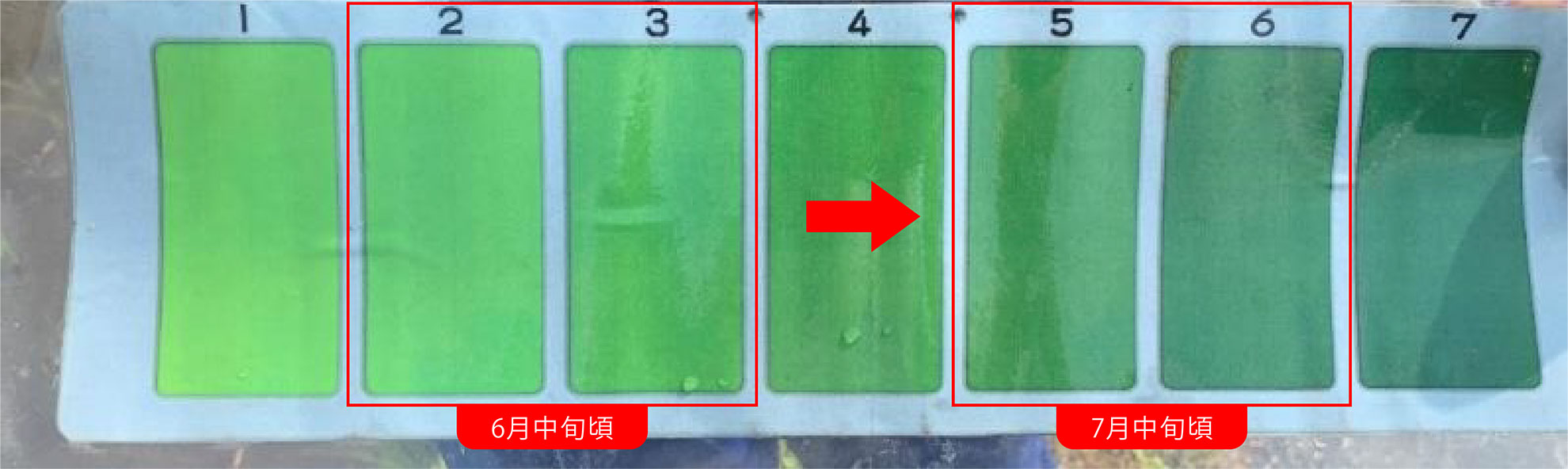
- 葉色はカラースケールを使用して計測します。今後7月の中旬あたりは、山田錦の葉の色が一番濃くなるころです。葉色カラースケールの値で、5~6の色まで濃くなります。その後、葉色はだんだんと落ち着き、成長に伴い少しずつ黄緑色に薄くなっていきます。
葉色カラースケール
第1回目作見データ
背丈:44cm 茎数:15本/株 葉色:4.5
皆様に植えていただいた苗は順調に育っております!また次回レポートさせていただきます!
2025年5月23日(金)
北野エースの本部・店舗スタッフ計12名で酒米の田植え体験をしてきました!
-

北野エースの酒米が作られるのは、大きな看板が目印の田んぼ!
-

蔵人さんから田植えのレクチャーを受け田んぼに入ります。
-

初めて田植えを体験するメンバーがほとんど。緊張の中スタートです!
-

専用の器具でつけてもらった印に沿って苗を植えていきます。
-

3本ずつを目安に田んぼへ植苗。
-

苗が足りなくなったら蔵人さんに土手から投げてもらい補給します。
-

田植え機にも乗せていただきました!まっすぐ植えるのが難しい…。
-

のどかな空気に心が洗われるスタッフ。

無事に田植えが完了!自分たちの手で植えたお米には、思い入れもたっぷり。お米の成長を楽しみに福井を後にしました。今回植えた酒米を使用したお酒は、 12月中旬頃北野エース各店舗(酒取扱い店舗のみ)で販売される予定です。皆さま、発売まで楽しみにお待ち下さい!